

CNC-bearbetningär en precisionstillverkningsprocess som kräverhögkvalitativa armaturerför att korrekt positionera de delar som bearbetas. Installationen av dessa fixturer är avgörande för att säkerställa att bearbetningsprocessen producerar delar som uppfyller de erforderliga specifikationerna.
En viktig aspekt av installationen av armaturer ärklämningFastspänning är processen att fästa en del vid en fixtur för att hålla den på plats under bearbetning. Den applicerade fastspänningskraften måste vara tillräcklig för attförhindra att detaljen rör sig under bearbetningen, men inte så mycket att det deformerar detaljen eller skadar fixturen.
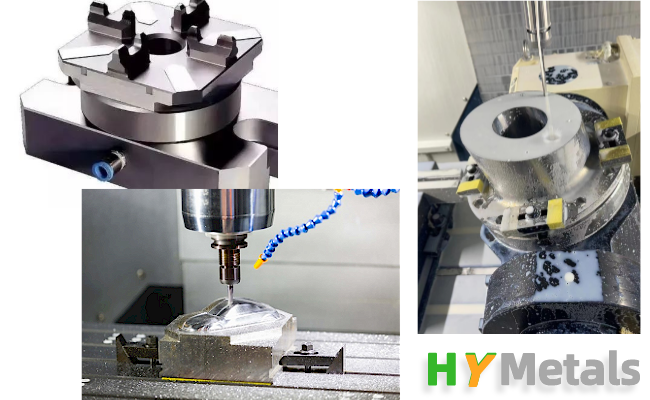
Det finns två huvudsyften med fastspänning, ett är korrekt positionering och ett är att skydda produkterna.
Kvaliteten på den använda fastspänningsmetoden kan avsevärt påverka den bearbetade delens noggrannhet.Klämkraften bör fördelas jämnt över detaljen för att förhindra deformation, och fixturen bör vara utformad för att ge tillräckligt stöd för detaljen.
Det finns flera fastspänningsmetoder för CNC-bearbetning, inklusivemanuell fastspänning, hydraulisk fastspänningochpneumatisk fastspänningVarje metod har sina fördelar och nackdelar, beroende på tillämpningen och vilken typ av del som bearbetas.
Manuell fastspänningär den enklaste och vanligaste fastspänningsmetoden som används vid CNC-bearbetning. Det innebär att man drar åt en bult eller skruv med en momentnyckel för att fästa en del vid en fixtur. Denna metod är lämplig för de flesta bearbetningsoperationer, men kanske inte lämplig för delar med komplexa former eller de som är tillverkade av ömtåliga material.
Hydraulisk fastspänningär en mer avancerad klämmetod som använder högtrycksvätska för att generera klämkraft. Denna metod är lämplig för operationer som kräver höga klämkrafter eller som kräver exakt kontroll av klämkrafterna.
Pneumatisk fastspänningliknar hydraulisk fastspänning, men istället för vätska använder den tryckluft för att generera fastspänningskraften. Denna metod används oftast på mindre delar eller där snabba omställningar krävs.
Oavsett vilken klämmetod som används,korrekt lastning av delen i fixturen är också viktigtför att säkerställa noggrannhet. Delarna ska placeras i fixturen så att de har fullt stöd och är fastklämda.All förskjutning eller förskjutning av detaljen under bearbetning kan resultera i felaktiga snitt och dimensioner.
En nyckelfaktor för att bestämma den bästa fastspännings- och belastningsmetoden är de erforderliga toleranserna för den detalj som bearbetas. Toleranser är de tillåtna avvikelserna i storlek, form eller andra dimensioner hos en detalj.Ju snävare toleranserna är, desto mer noggrannhet måste iakttas vid fixturdesign, fastspänning och detaljpositionering.
Kort sagt kan fastspänningens inverkan på noggrannheten hos CNC-bearbetade delar inte nog betonas.Korrekt fastspänning och belastning är nödvändigt för att uppnå erforderliga toleranser och producera högkvalitativa delar.Valet av fastspänningsmetod beror på applikationens specifika egenskaper och vilken typ av del som bearbetas. Därför måste konstruktörer och tillverkare noggrant förstå kraven för varje bearbetningsoperation och välja lämpliga fastspännings- och belastningstekniker för att säkerställa att slutprodukten uppfyller de erforderliga kvalitets- och precisionsstandarderna.
Publiceringstid: 29 mars 2023