

Högprecisionsmetallstämpningsarbeten inkluderar stämpling, stansning och djupdragning


Metallprägling är en process med präglingsmaskiner och verktyg för massproduktion. Det är mer precist, snabbare, stabilare och har ett lägre styckpris än laserskärning och bockning med bockningsmaskiner. Naturligtvis måste du först ta hänsyn till verktygskostnaden.
Enligt underavdelningen är metallstämpning indelad i vanligStämpling,DjupdragningochNCT-stansning.

Bild 1: Ett hörn av HY Metals stämplingsverkstad
Metallstämpling har egenskaper som hög hastighet och precision. Stämplingsskärtoleransen kan nå ±0,05 mm eller bättre, och stämplingsböjningstoleransen kan vara ±0,1 mm eller bättre.
Stämplingsverktygsdesign
Du behöver stansverktyg för att tillverka delarna när batchkvantiteten överstiger 5000 st, eller när de är dyra och tillverkade med laserskärnings- och bockningsmaskin.
HY Metals ingenjörsteam kommer att analysera din metalldel och designa de bästa stansverktygen enligt dina produktritningar och din kostnadsbudget.

Bild 2: Vi har ett starkt ingenjörsstöd för formdesign
Det kan vara en progressiv matris eller en serie med enstansmatriser, vilket beror på strukturen, kvantiteten, ledtiden och det pris du vill ha.
Progressiv form är en kontinuerlig stansform som kan slutföra alla eller flera processer samtidigt. Du kan behöva bara en uppsättning progressiv form för att få en färdig detalj.
Bild 3: Detta är ett exempel på en enkel progressiv matris, som skärs och böjs en gång.
Enstansmatris är en steg-för-steg-stansprocess. Den kan innehålla stansverktyg för skärning och flera stansverktyg för bockning.
Enkelstansade verktyg är enklare att bearbeta och vanligtvis billigare än progressiva verktyg. Men det är långsammare för massproduktion och de stansade delarna kommer att ha ett högre styckpris.
Stämplingsskärning
Vanligtvis är stansning det första steget för att skära hål eller former.
Skärning med stansverktyg är mycket snabbare och billigare än laserskärning.
Stämplingsformning
För vissa konkava och konvexa strukturer eller ribbor för vissa plåtdelar behöver vi stansverktyg för att forma dem.
Stämplingsböjning
Stansbockning är också billigare och snabbare än bockningsmaskiner. Men det är endast lämpligt för delar med komplex struktur och liten storlek, som 300 mm * 300 mm. För när bockningsstorleken är större blir verktygskostnaden högre.
Så ibland, för vissa stora delar och stora kvantiteter, designar vi bara stansverktyg, inga bockverktyg. Vi bockar delarna enbart med bockningsmaskiner.
Vi har 5 professionella verktygskonstruktörer som kommer att ge de bästa lösningarna för dina metallstansdelar.


Bild4: HY Metals lager för stansverktyg
Vi har mer än 20 stans- och stämplingsmaskiner från 10T till 1200T för metallstämpning. Vi tillverkade hundratals stansformar internt och stämplade miljontals precisionsmetalldelar åt kunder över hela världen varje år.
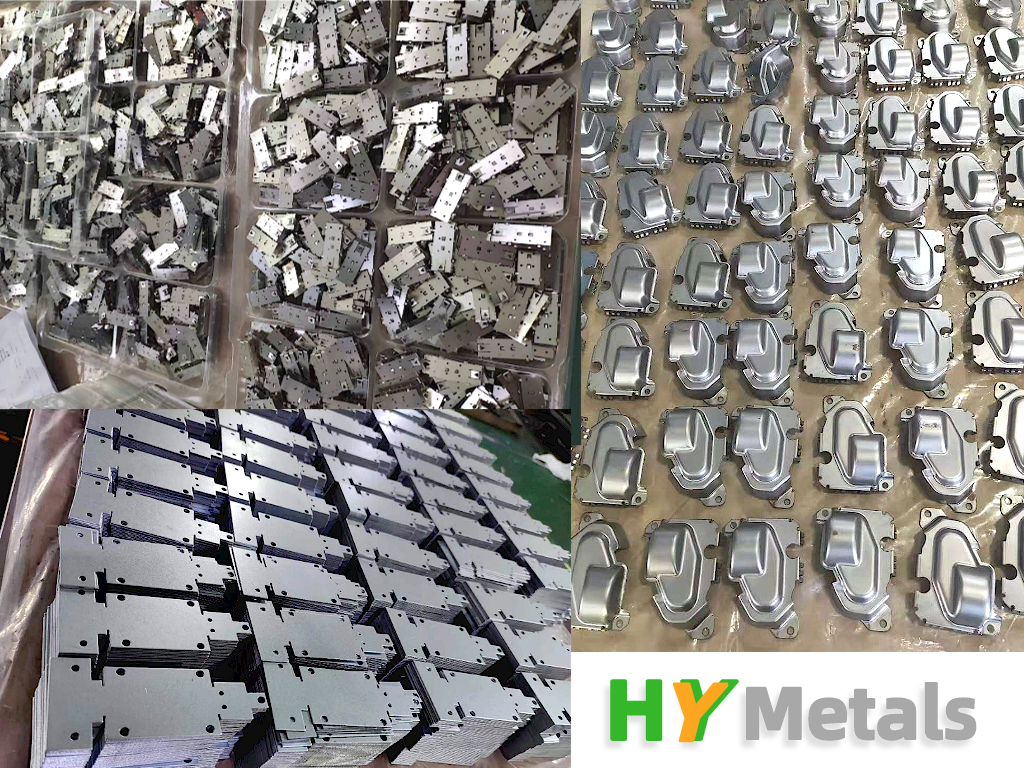
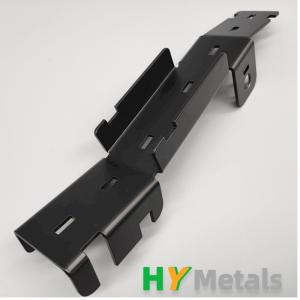
Bild5: Några stansade delar från HY metals
Djupdragning
Djupdragning är en typ av stansning för att skapa djupare och konkavformade strukturer. Rostfria diskhoar och behållare i köket är några exempel på djupdragningsdetaljer som vi kan se.
Vi tillverkar många precisionsindustridetaljer genom djupdragning.

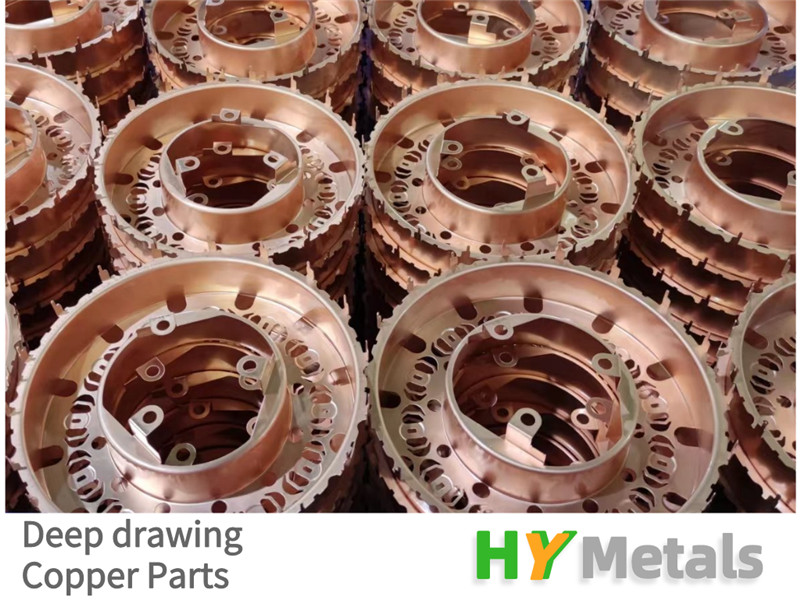
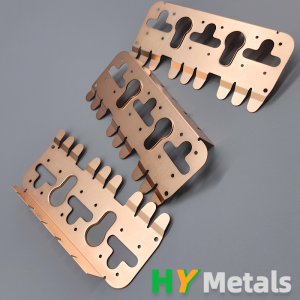
Bild6: Djupdragning och stansning av koppardelar
Detta är en djupdragnings- och stansningsdel i koppar.
Vi designade totalt 7 uppsättningar enkelstansverktyg för denna del, inklusive 3 uppsättningar djupdragningsverktyg för formning och 4 stansverktyg för skärning och bockning.
NCT-stansning

NCT-stansen är en förkortning för Numerical Control Turret Punch Press, även känd som Servo Punch, som drivs av en automatisk maskin med industriellt styrsystem.
NCT-stansning är också en typ av kallstansningsprocess. Den används ofta för att skära vissa näthål eller vissa OB-hål.
För plåtdelar med många hål är NCT-stansning ett bättre alternativ med en billigare kostnad och snabbare hastighet än laserskärning.
Och vi vet att laserskärning kommer att leda till viss deformation på grund av värmen.
NCT-stansning är en kall process som inte leder till någon värmedeformation och bibehåller plåtens planhet
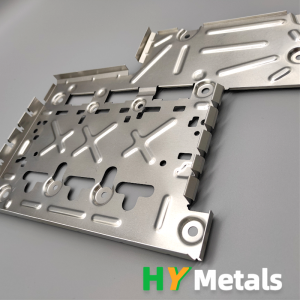
Bild 7: Några NCT-stansade produkter från HY Metals
-
Anpassad tillverkningstjänst för plåtbearbetning...
-

Högprecisionsmetallstämpling inkluderar stämpling...
-
Hög precisionsplåtdelar kopparkontakt ...
-

Precisionsbocknings- och formningsprocess för plåt
-

Plåtdelar tillverkade av galvaniserat stål ...
-

Plåtprototyp med kort leveranstid
-
Fäste i rostfritt stål med svart ...