

Anpassade precisions-CNC-frästa titandilar med skottvändning



Svårigheter iCNC-styrningbearbetning och anodisering av titanlegeringsdelar
CNC-bearbetningBearbetningen av titanlegeringar innebär en unik uppsättning utmaningar på grund av materialets inneboende egenskaper. Titan är känt för sitt höga hållfasthets-viktförhållande, korrosionsbeständighet och biokompatibilitet, vilket gör det till ett populärt val för flyg-, medicin- och fordonsapplikationer. Samma egenskaper komplicerar dock även bearbetningsprocessen.
Bearbetningsutmaningar
1. Verktygsslitage:Titanlegeringar är kända för att vara slipande, vilket orsakarsnabbt verktygsslitageTitans höga hållfasthet innebär att skärverktyg måste tillverkas av avancerade material som karbider eller keramik för att motstå de påfrestningar som är inblandade. Även med dessa material kan verktygens livslängd vara betydligt kortare än vid bearbetning av mjukare metaller.
2. Värme:Titan har låg värmeledningsförmåga, vilket innebär att värmen som genereras under bearbetningen inte avgår lika snabbt. Detta orsakar termisk deformation av arbetsstycket och skärverktyget, vilket resulterar i dålig ytfinish och dimensionella felaktigheter. Effektiva kylstrategier, såsom användning av högtryckskylsystem, är avgörande för att mildra detta problem.
3. Spånbildning:Sättet titanspån bildas under bearbetning kan också orsaka problem. Till skillnad från mjukare metaller som producerar kontinuerliga spån, producerar titan vanligtvis korta, fina spån som kan trassla in sig i verktyget eller arbetsstycket, vilket ytterligare komplicerar bearbetningsprocessen.
4. Bearbetningsparametrar:Att välja rätt skärhastighet, matningshastighet och skärdjup är avgörande. Parametrar som är för aggressiva kan leda till verktygsfel, medan inställningar som är för konservativa kan resultera i ineffektiv bearbetning och ökad produktionstid. Att hitta den bästa balansen kräver omfattande erfarenhet och testning.
5. Arbetsstyckets fasthållning:Titan har en låg elasticitetsmodul, vilket innebär att det deformeras under tryck, vilket gör det svårt att hålla arbetsstycket. Specialiserade fixturer och fastspänningsmetoder krävs ofta för att säkerställa att delarna förblir stabila under bearbetning, vilket kan öka komplexiteten och kostnaden för processen.
Anodiseringsutmaning
EfterCNC-styrningNär bearbetningen är klar komplicerar anodisering av titanlegeringen tillverkningsprocessen ytterligare.Anodiseringär en elektrokemisk process som förbättrar korrosionsbeständigheten och ger en vacker finish. Anodisering av titan har dock sina egna svårigheter.
1. Ytbehandling:Titanytan måste noggrant förberedas före anodisering. Eventuella föroreningar, såsom olja eller bearbetningsrester, kan orsaka dålig vidhäftning hos det anodiserade lagret. Detta kräver ofta ytterligare rengöringsprocesser, såsom ultraljudsrengöring eller kemisk etsning, vilket ökar produktionstiden och kostnaden.
2. Kontroll av anodiseringsprocessen:Anodiseringsprocessen för titan är känslig för olika parametrar, inklusive spänning, temperatur och elektrolytsammansättning. För att uppnå ett enhetligt anodiserat lager krävs exakt kontroll av dessa variabler. Variationer kan resultera i inkonsekvent färg och tjocklek, vilket är oacceptabelt i högprecisionstillämpningar.
3. Färgkonsistens:Anodiserad titan kan producera en rad olika färger beroende på tjockleken på det anodiserade lagret. Att uppnå en enhetlig färg över flera delar kan dock vara utmanande på grund av variationer i ytfinish och tjocklek. Denna inkonsekvens kan vara problematisk för tillämpningar där estetisk enhetlighet är avgörande.
4. Efteranodiseringsbehandling:Efter anodisering kan ytterligare behandlingar krävas för att förbättra det anodiserade lagrets prestanda. Dessa kan inkludera förseglingsprocesser, vilket ytterligare kan komplicera arbetsflödet och öka produktionstiden.
Avslutningsvis
CNC-bearbetning och efterföljande anodisering av titanlegeringar är komplexa processer som kräver specialiserad kunskap, utrustning och teknik. Bearbetningsrelaterade utmaningar, såsom verktygsslitage, värmegenerering och spånbildning, i kombination med komplexiteten vid anodisering, betonar behovet av noggrann planering och utförande. I takt med att efterfrågan på högpresterande titankomponenter fortsätter att öka inom olika branscher är det avgörande för tillverkare som strävar efter att uppfylla stränga kvalitets- och prestandastandarder att övervinna dessa svårigheter.
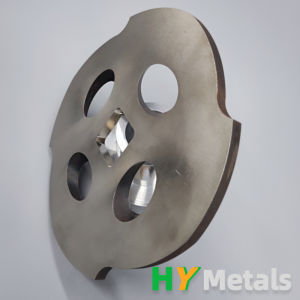
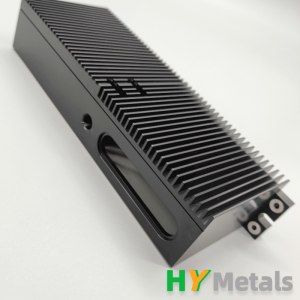
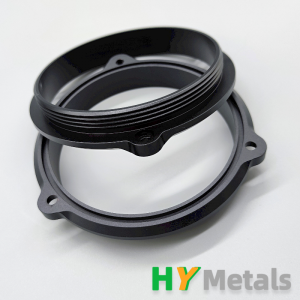
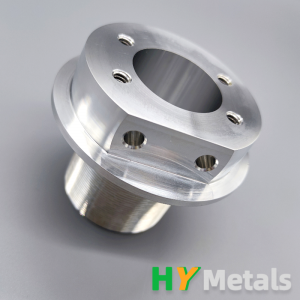
HY Metals är experter på CNC-bearbetning med mer än 14 års erfarenhet. Vi bearbetade många titandiel med hög precision och god kvalitet.
Här är några nyanländaCNC-frästa titandelarTillverkad av HY Metals.
HY Metallerförseen enda stoppanpassade tillverkningstjänster inklusiveplåttillverkning ochCNC-bearbetning, 14 års erfarenhet och8 helägda anläggningar.
ExcellentKvalitetkontrollera,kortvändning,storkommunikation.
Skicka din offertförfrågan meddetaljerade ritningaridag. Vi kommer att ge dig en offert så snart som möjligt.
WeChat:na09260838
Berätta:+86 15815874097
E-post:susanx@hymetalproducts.com
-
CNC-bearbetning av 17-7 PH rostfritt stål: Bästa ...
-
Anpassad CNC-bearbetning av kylflänsprototyp av aluminium...
-

Anpassade högprecisions CNC-svarvade delar svarvnings...
-

Anpassade CNC-frästa aluminiumdelar med san...
-

Högprecisions CNC-bearbetningstjänster PEEK-bearbetning...
-
Högprecisions CNC-svarvad aluminiumdel med sa...
-
Högprecisions CNC-svarvdelar med maskinbearbetning ...
-
Högprecisionsanpassade CNC-fräsade aluminiumdelar